Bau HG 3/3 Teil 1
Als Kind habe ich eine Modelleisenbahn bekommen, seither hat mich die Faszination welche von der Eisenbahn und speziell von den Dampflokomotiven ausgeht, nicht mehr losgelassen. Als ich dann etwas älter war, haben wir einmal den Spielplatz der Chärnsmatt besucht, anstelle der Spielgeräte wurde ich von der -damals einzigen- Modelldampflokomotive derart in den Bann gezogen, dass ich mir fest vorgenommen habe, einmal im Leben selber solch eine Lok zu besitzen. Als Jugendlicher hatte ich dann das Glück, von Franz Steger als „Lokführer“ eingeschult werden zu dürfen. Durch Zufall konnte ich dann vor ein paar Jahren ein sich im Rohbau befindliches Modell einer Lok erstehen. Das Handicap war, dass sie nur nach Bildern und nicht massstäblich gebaut war. Kurzerhand entschied ich mich, nochmals von vorne zu beginnen, lediglich den Kessel übernahm ich. Der vielen Probleme, welche beim Bau ohne Pläne entstehen, überdrüssig, versetzte ich die Lok in einen Winterschlaf und begann, mich nach etwas anderem umzusehen...
Das Vorbild
Die Lokomotiven der Brünigbahn, Typ HG 3/3, wurden in zwei Serien (eigentlich waren es drei Serien, denn die ersten drei Maschinen wiesen andere Steuerungsgestänge als die nachfolgenden auf) von über 20 Stück in den Jahren 1905 bis 1926 (jüngste Dampflokomotive der SBB) von der SLM in Winterthur gebaut. Sie verkehrten am Brünig und auf der Strecke der BOB (etwas leichtere Typen wurden gar nach Italien geliefert). Eine Maschine ist in Privatbesitz (Ballenberg Dampfbahn BDB) und ist an einigen Tagen im Jahr heute noch am Brünig in Betrieb. Eine zweite Maschine, ehemals Denkmal in Meiringen, ist zur Zeit bei der BDB in Aufarbeitung. Die dritte Maschine befindet sich im Verkehrshaus in Luzern, wo sie als Anschauungsmodell in aufgeschnittenem Zustand steht.
Das spezielle an diesen Lokomotive ist der Antrieb nach System Winterthur, einer seinerzeit hoch beachteten Entwicklung der SLM. Die Maschinen weisen ein voneinander getrenntes Tal- und Bergtriebwerk auf. Bei normalem Adhäsionsbetrieb arbeiten sie mit Nassdampf in einfacher Dehnung. Wird das Bergtriebwerk hinzugeschaltet, arbeitet die Maschine in Verbundwirkung, was an den charakteristischen Auspuffschlägen erkennbar ist. Der Zylinderblock besteht (anders als allgemein bekannt) aus zwei symmetrischen Gussblöcken, welche in der Mitte zusammengeschraubt sind. Um den Zug dauerhaft in betriebssicherem Zustand bremsen zu können, verfügt die Maschine über die Gegendruckbremse nach Riggenbach. Bei dieser wird mittels komprimierter Luft in den Zylindern eine verschleissfreie Bremswirkung erzeugt.
Das Modell
Das Modell soll weitgehend dem Vorbild entsprechen, wobei ich mir Funktionalität bei einigermassen modellmässigem Aussehen als Ziel gesetzt habe. Details, wie allzu viele Nieten o.ä. –man möge es mir verzeihen- werde ich wohl nicht anbringen. Ziel ist jedoch, alle wichtigen Einrichtungen wie 4-Zylinder Triebwerk für kombinierten Adhäsions- und Zahnradantrieb mit Verbundwirkung (das Verhältnis 1:2,2 funktioniert bei nur 8 bar nicht!), Gegendruckbremse und Luftbremse nachzubilden. Im Folgenden einige Impressionen der bereits ausgeführten Arbeiten.
Patrick Imfeld

Vorbild: Denkmal in Meiringen
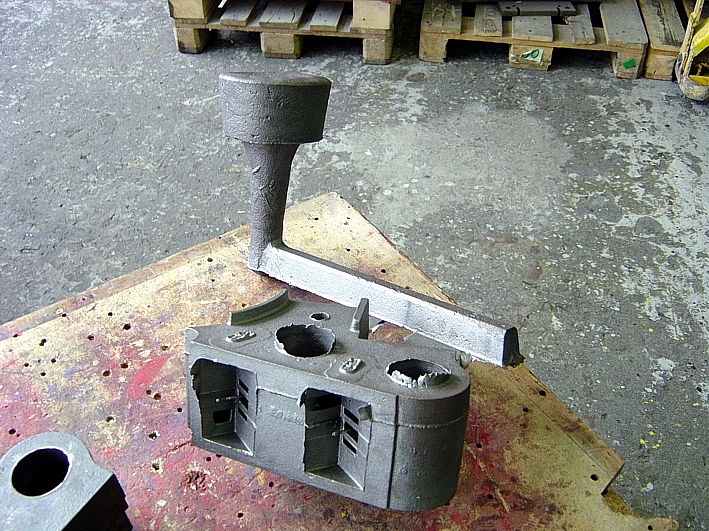
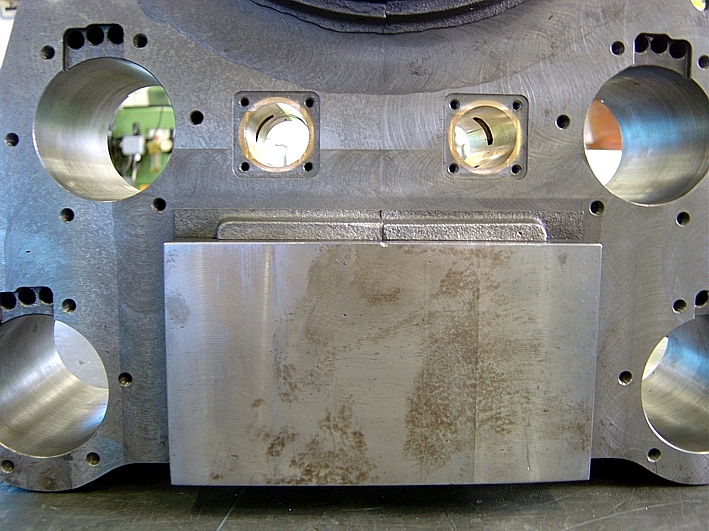
Der Zylinderblock wird wie beim Original aus zwei symmetrischen Teilen zusammengesetzt. Im Bild der Gussrohling. Die Kanäle sind bis auf wenige Ausnahmen mit eingegossen.
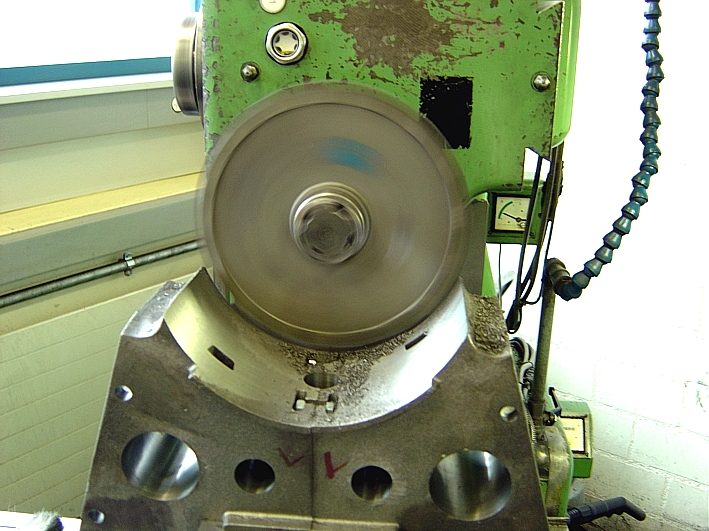
Der Rauchkammersattel wird gefräst. Ohne entsprechende Maschinen und Werkzeuge ein (fast) unmögliches Vorhaben.
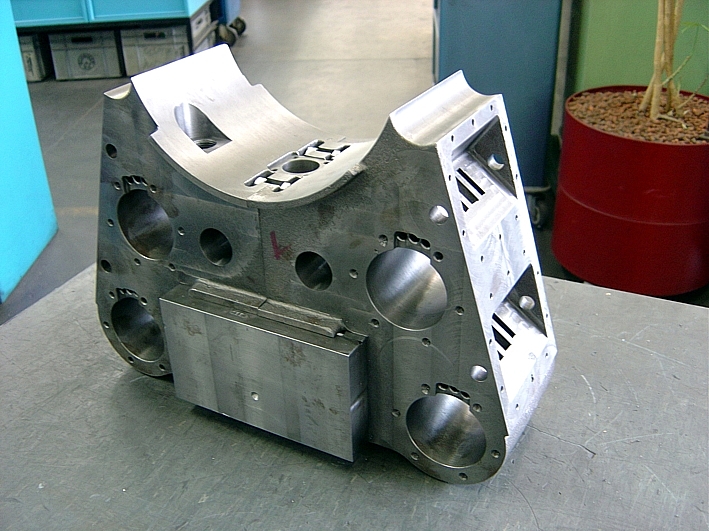

Der weitgehend bearbeitete Zylinderblock.
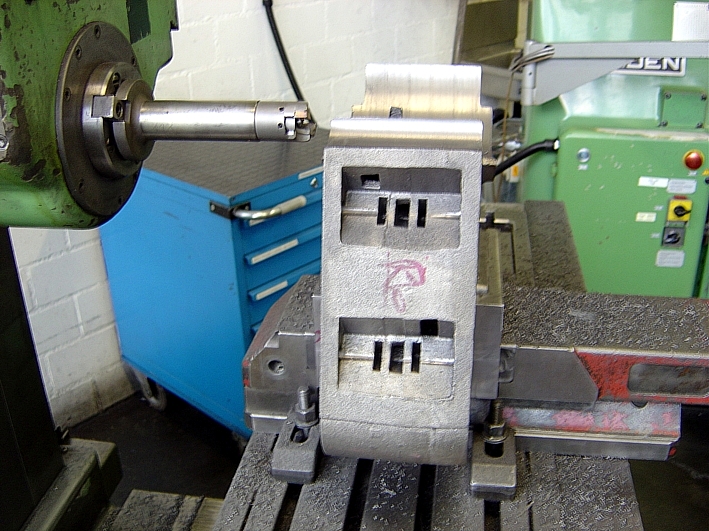
Die Umschaltung auf Verbundwirkung erfolgt wie beim Vorbild über Drehschieber.

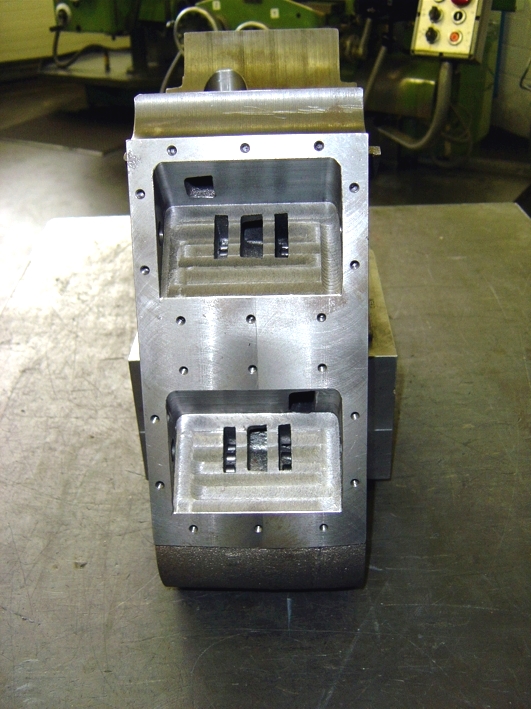
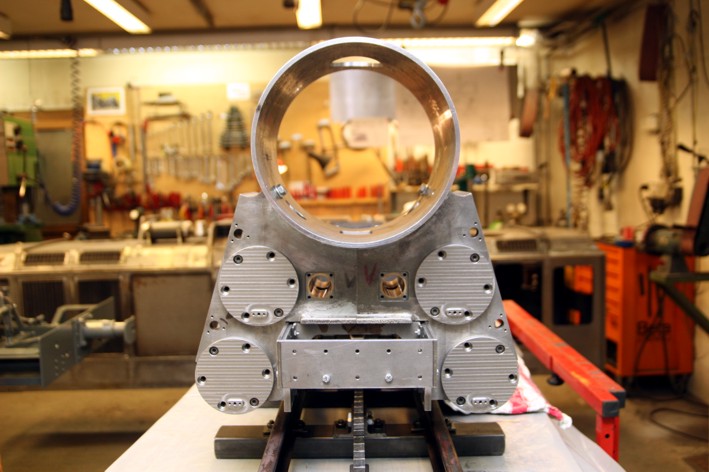
Sieht schon fast ein wenig nach Lokomotive aus, nicht?

Die fertig bearbeiteten Schwungräder aus Sphäroguss.

Die Treib- und Kuppelräder vor dem Farbanstrich.
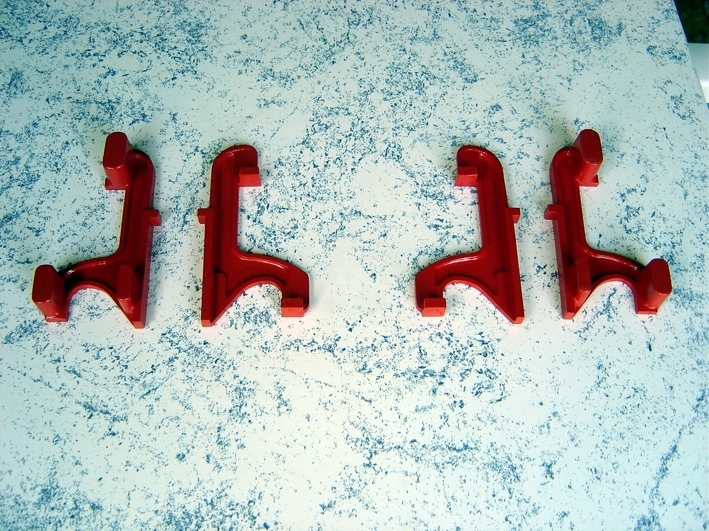
Für einfachere Gussteile werden die Modelle selbst angefertigt. Vielfach kamen beim Vorbild jedoch (aus logischen Gründen) nicht symmetrische Bauteile zur Anwendung, was dann jeweils zwei Modelle notwendig macht.

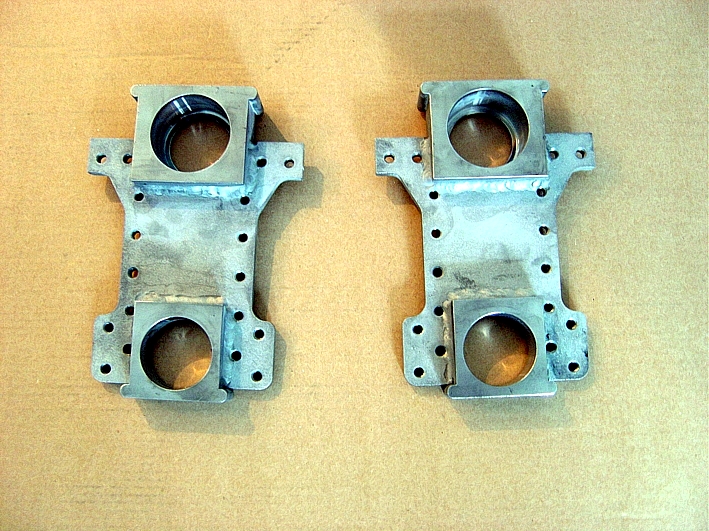
Ein linker und rechter Gleitbahnträger im unbearbeiteten Zustand.

Die beiden Modellhälften des Kamins warten auf die Reise in die Giesserei.

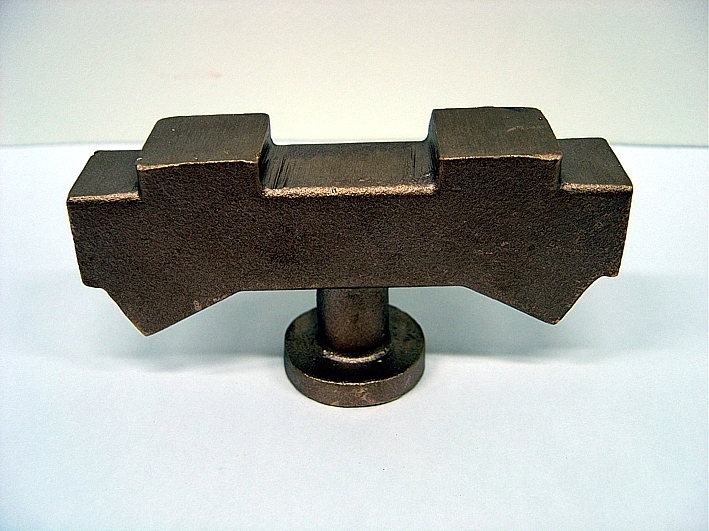
Die Kernbüchse. Sie ist nötig, damit der Hohlraum bereits nach dem Abguss vorhanden ist.

Und hier das Ergebnis. Der Kamin mit den Erhebungen für Kamindeckel und Schalldämpferanschluss der Gegendruckbremse.
Die Modelle zum Armaturenstock befinden sich noch in der Giesserei.

Zwischendurch werden auch Modelle in Auftrag gefertigt
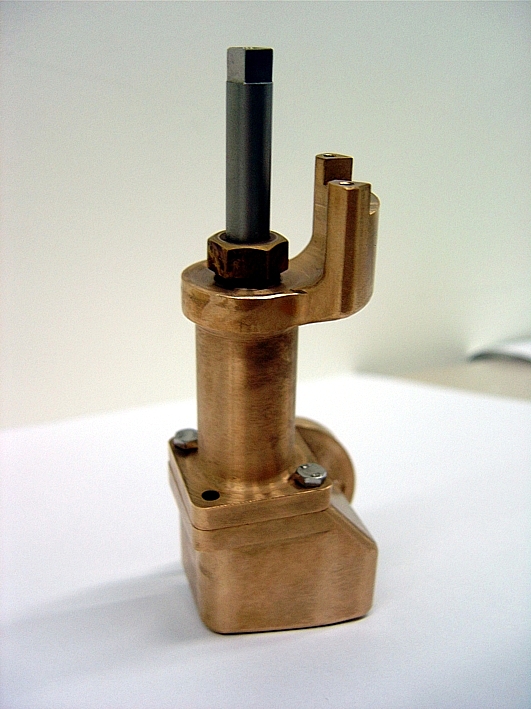
Das Regulatorgehäuse des äusseren Regulators. Der Aufwand für ein Gussmodell lohnt sich nicht für ein Stück da es auf andere Art herstellbar ist.
Nein, kein Gussteil. Eine kombinierte, geschweisste Lösung.

Zwei von vier Kreuzköpfen, noch nicht ganz fertig bearbeitet.

Ein Satz Treib- und Kuppelstangen.

Die Excenterstangen von Tal- und Berggetriebe.

Eine Coulisse (auch Schwinge genannt).
Ein Seitenstück-Halbfabrikat der Tal-Steuerung.

Zwei fertige Seitenstücke der Berg-Steuerung.
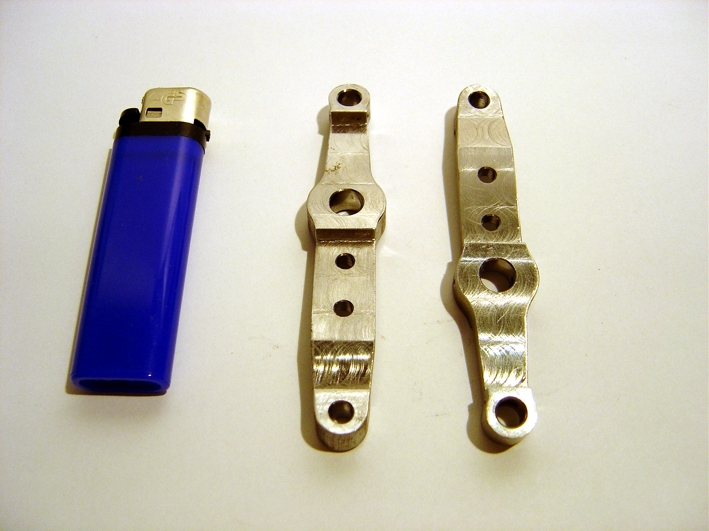
Gegenstücke der Berg-Steuerung.

Zwei Excenter für den pulsierenden Antrieb der Coulisse
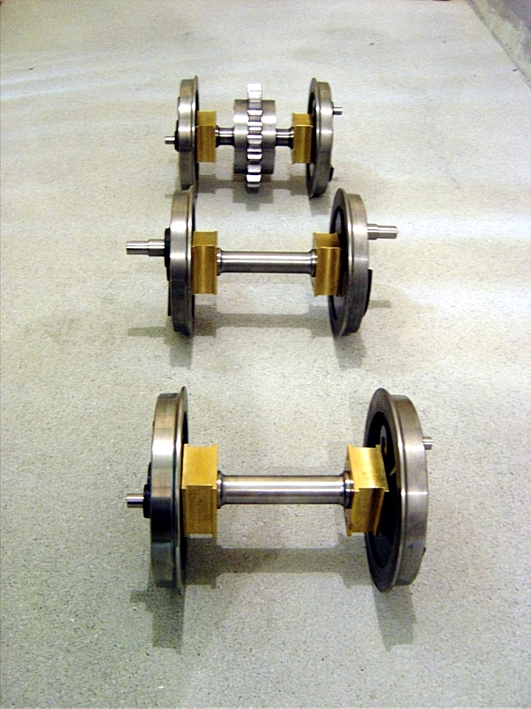

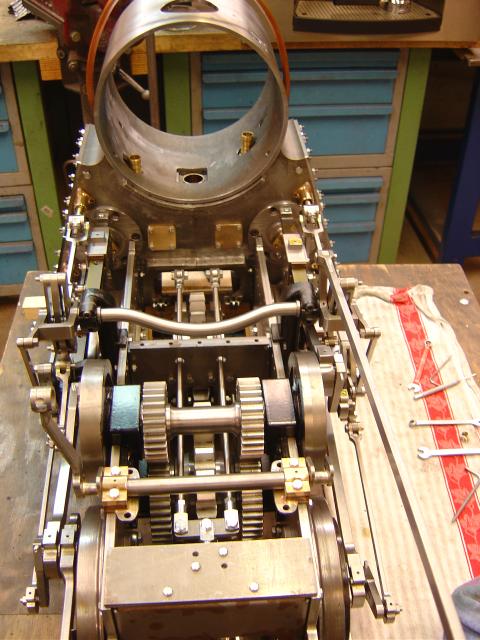
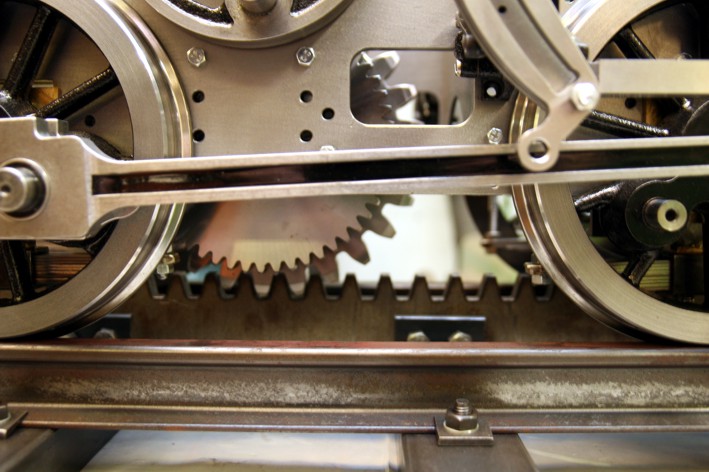
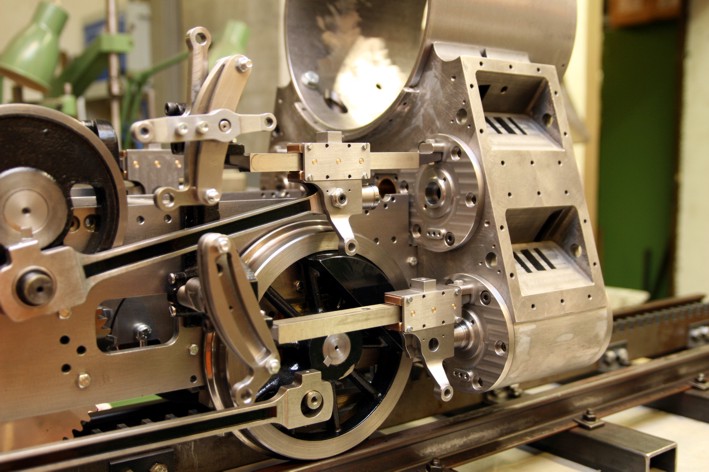
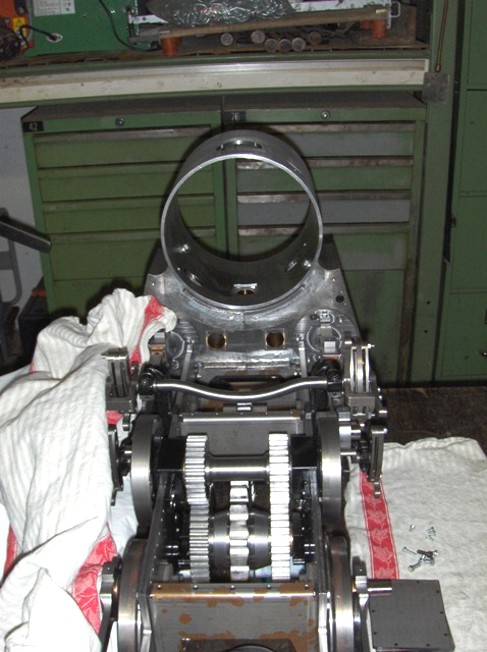
Die kompletten Radsätze mit Bremszahnrad auf der vorderen Kuppelachse, alles nadelgelagert versteht sich!

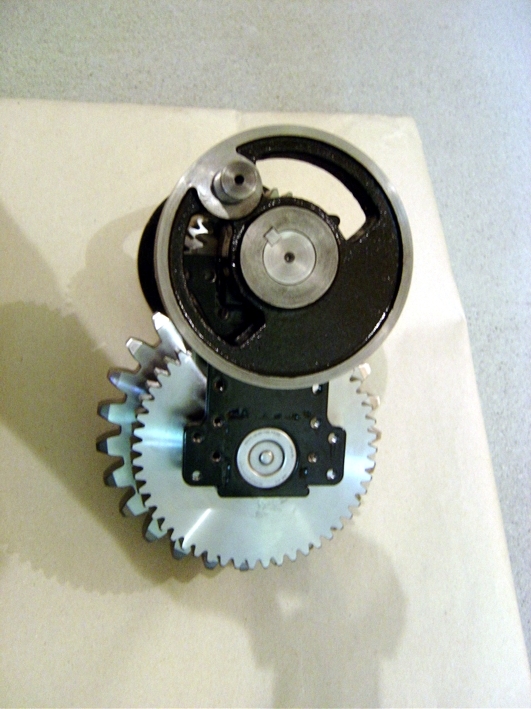
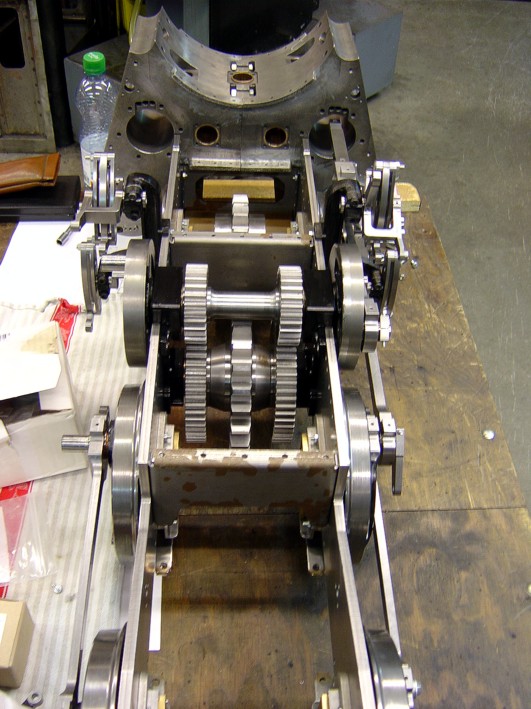
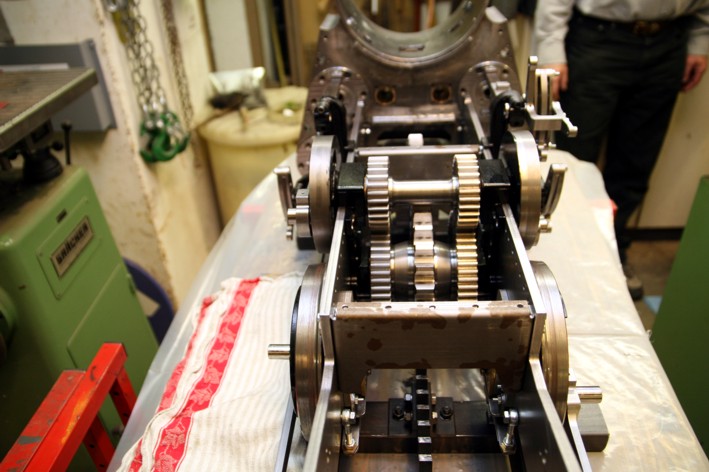
Die komplette Zahnradgetriebe-Baugruppe, ebenfalls mit Nadellager ausgerüstet.

Die Speiseköpfe (Rückschlagventile) aus Bronce und Messing, Marke Eigenbau!

Ein Satz Wasserstände, noch unpoliert.
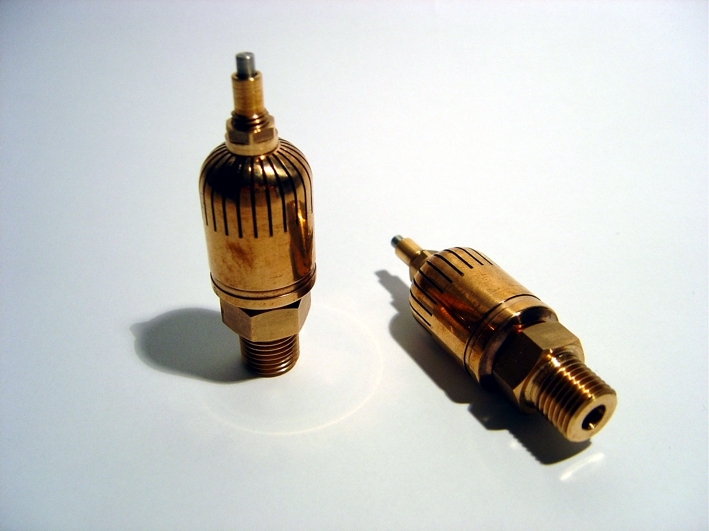
Die vorbildgetreuen Sicherheitsventile.
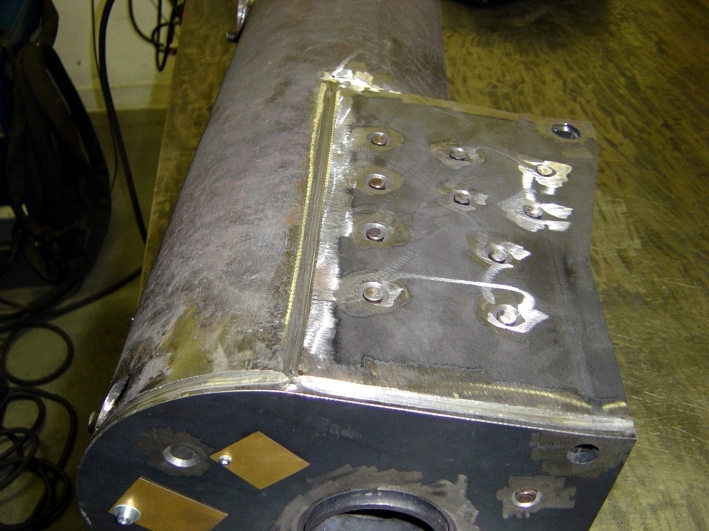

Der Kessel wurde noch nach alter Vorschrift SVTI gebaut. Ein geprüfter Schweisser bei der Arbeit. Der Betriebsdruck wird bei 8 bar liegen.

Die Feuertüre.
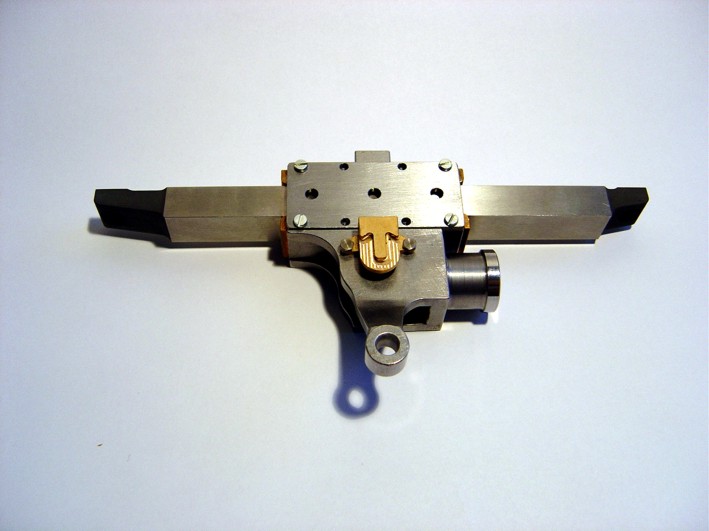
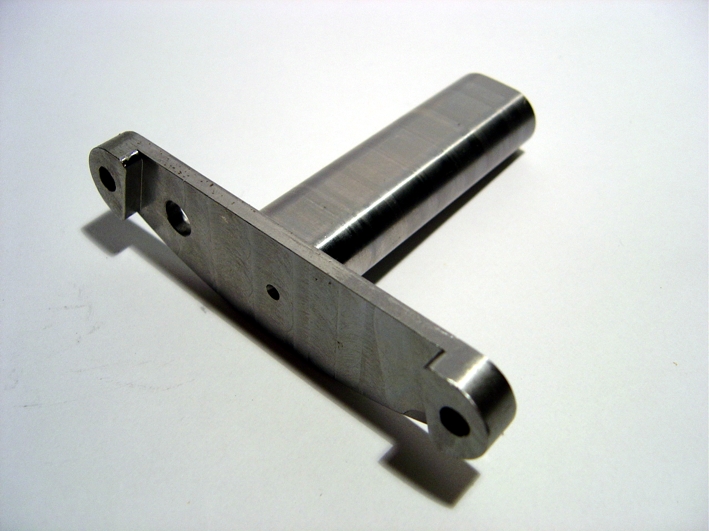
Mittwoch 3. Januar 2007: Im Bild ist einer von vier Kreuzköpfen mit Gleitbahn zu sehen, es fehlen lediglich noch die Führungsstücke. Der Kreuzkopf ist aus besserem Baustahl hergestellt, die Gleitbahnen aus hochwertigem Werkzeugstahl, sie sind im Anschluss gehärtet und geschliffen worden.
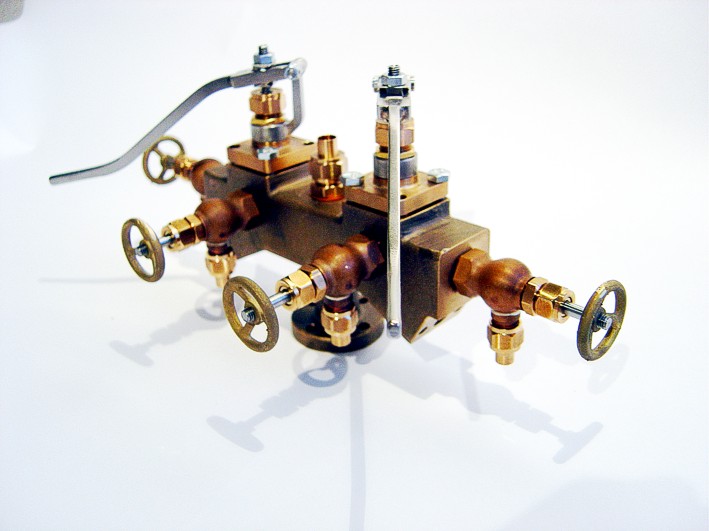
Der Armaturenstock wartet auf seinen Einsatz...

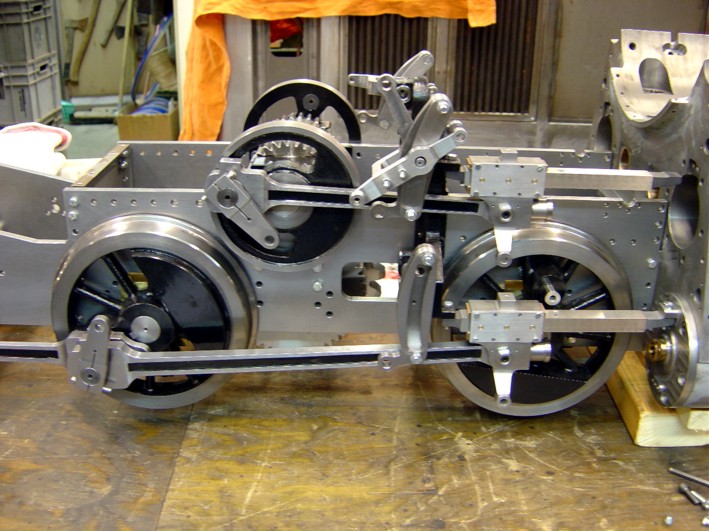
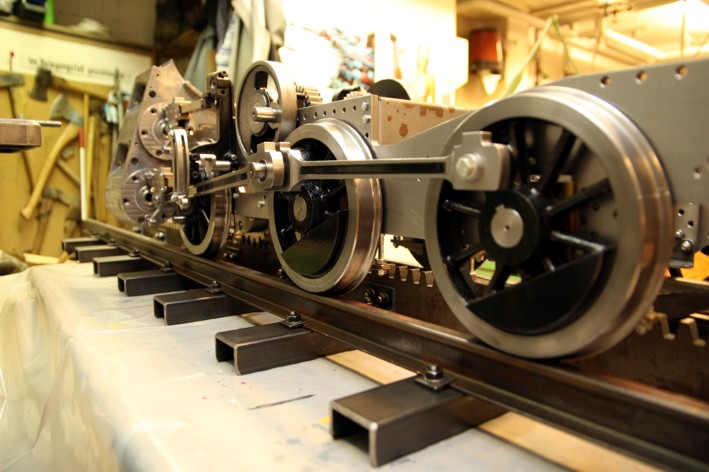
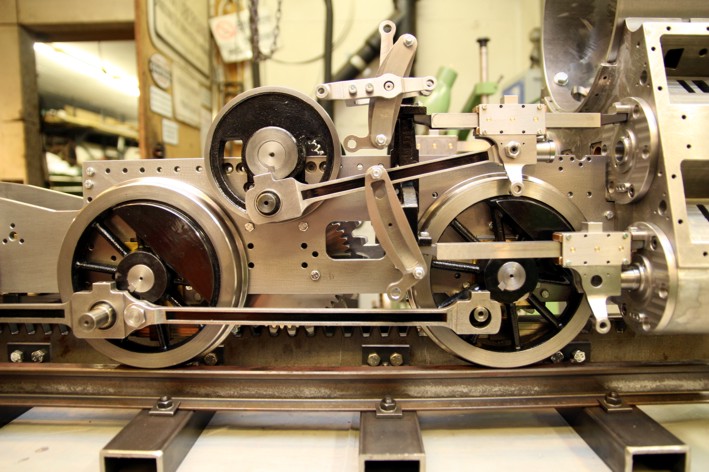
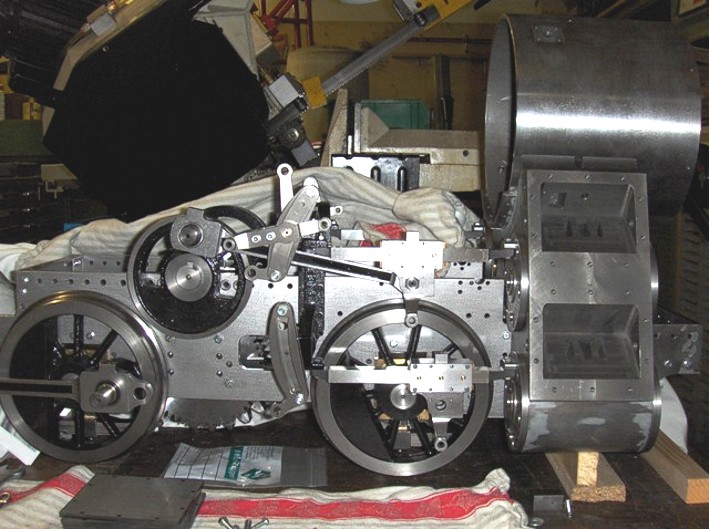
Der rechte Gleitbahnträger ist provisorisch mit Steuerungskomponenten bestückt.
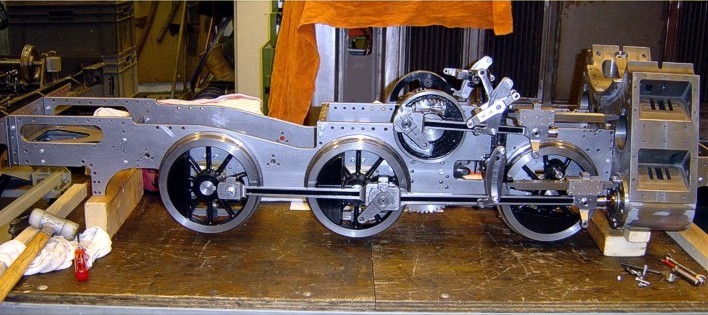
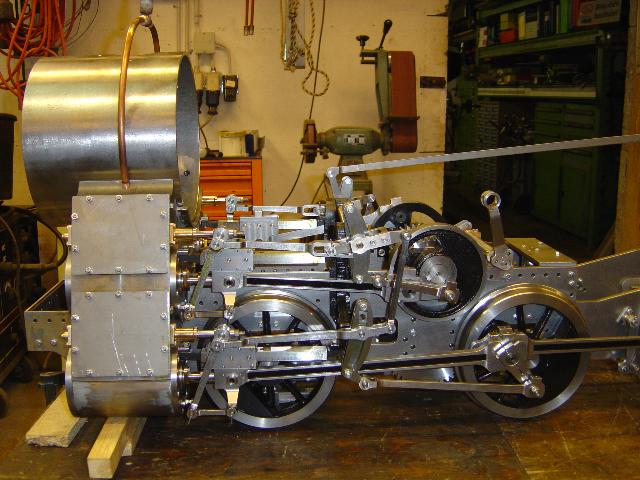
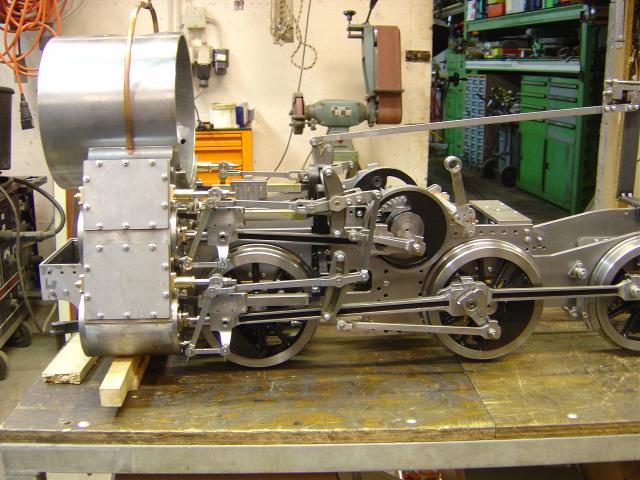
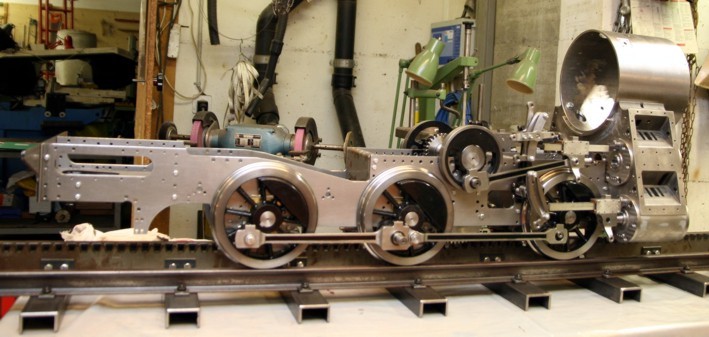
Der Rahmen ist provisorisch zusammengebaut. Es gilt nun, Stück für Stück an der richtigen Stelle zu montieren, einzupassen und zu justieren. Sobald Triebwerkseitig alles rund läuft, wird das Ganze demontiert, lackiert und im Anschluss endmontiert. Im nächsten Schritt muss der Kessel mit dazugehörender Verschalung sowie die Führerhausaufbauten erstellt bzw. montiert werden. Was hier in zwei, drei Sätzen gesagt ist, bedeutet noch einige hundert Stunde Arbeit und Schweiss!


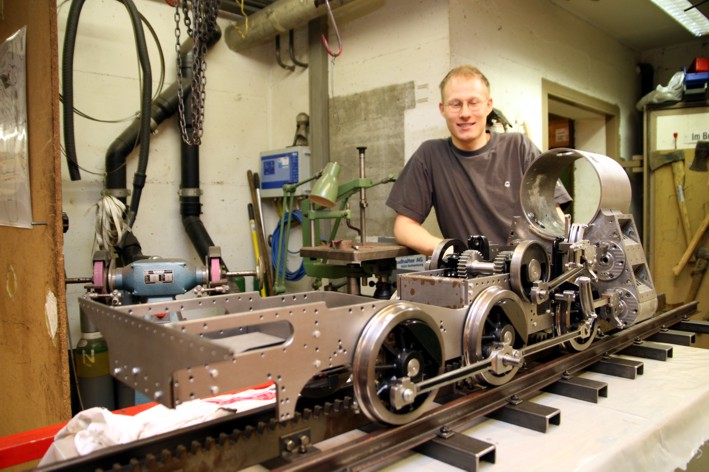




Am 22.3.08 war es endlich soweit, die Adhäsionsmaschine machte die ersten Schritte mit Druckluft. Am darauffolgenden Samstag tat es ihr auch die Zahnradmaschine gleich. Bevor die Maschine jedoch mit Druckluft beaufschlagt werden konnte, mussten die Schieber richtig eingestellt werden. Die Maschine lief auf Anhieb im Verbundbetrieb, und dies bei nur etwa 50% Füllung !!!